

Dört Gözlü Plastik Profil Ekstrüzyon Hattının Dengesiz Ekstrüzyon Hızını Çözmek İçin Teknik Çözüm
Dört Gözlü Plastik Profil Ekstrüzyon Hattının Dengesiz Ekstrüzyon Hızını Çözmek İçin Teknik Çözüm
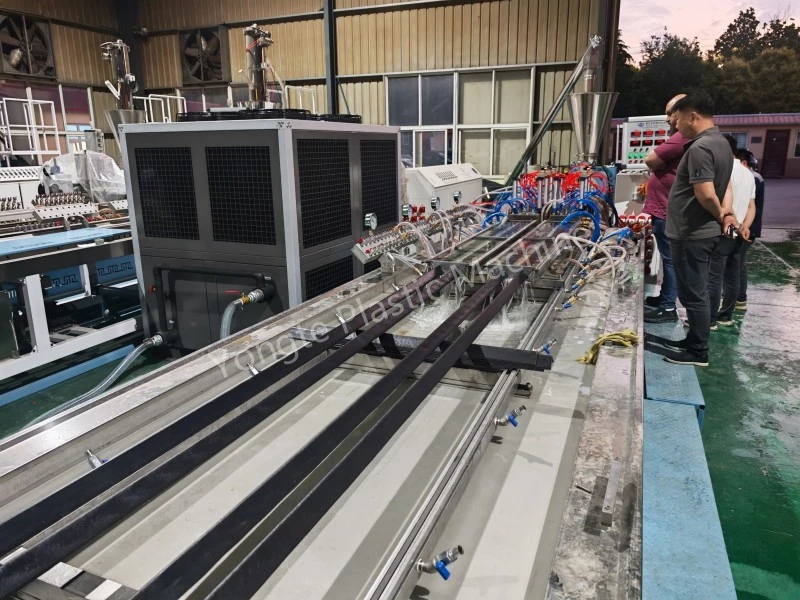
Dört boşluklu plastik profil ekstrüzyon üretim prosesinde, dört boşluk arasındaki ekstrüzyon hızının dengesiz olması yaygın bir teknik sorundur. Bu sorun doğrudan tutarsız ürün boyut doğruluğuna, eşit olmayan duvar kalınlığına, kusurlu profillere ve üretim veriminin azalmasına neden olacak ve seri üretimin stabilitesini ve verimliliğini ciddi şekilde kısıtlayacaktır. Yongte mühendislik ekibi, müşterilerin gerçek üretim malzemelerine ve ürün özelliklerine dayanarak, dört boşluklu profillerin tutarsız çalışma hızı sorununu tamamen çözmek ve dört boşluklu ekstrüzyon hatlarının yüksek hassasiyetli, istikrarlı ve senkronize üretimini gerçekleştirmek için hedefli, profesyonel, optimize edilmiş bir kalıp ve destek sistemi tasarım şeması geliştirdi.
1. Teknik Sorunların Arka Planı
Geleneksel entegre dört boşluklu ekstrüzyon kalıpları, entegre bir ısıtma ve akış kontrol yapısını benimser. Eşit olmayan eriyik akışı dağılımı, kalıbın yerel alanlarındaki sıcaklık sapması ve işleme montaj hataları gibi faktörlerden etkilenen dört boşluğun ekstrüzyon hızı, sürekli üretim sırasında tutarsızlığa eğilimlidir. Boşluklar arasındaki hız sapması, profil oluşturma hızı ve soğuma büzülmesinde farklılıklara yol açacak, bu da plastik profillerin yüksek standart üretim gereksinimlerini karşılayamayan, çarpıklık, deformasyon, tolerans dışı boyut ve bitmiş ürünlerin eşit olmayan yüzey düzlüğü gibi parti kalitesi kusurlarına yol açacaktır.
2. Profesyonel Optimize Edilmiş Tasarım Şeması
Yongte mühendisleri, müşterinin hammadde özellikleri, ürün yapısı parametreleri ve sahadaki üretim koşulları ile birlikte kalıp yapısı, akış kontrolü, çekişli kesme ve yardımcı taşıma sistemi için aşağıdaki ayrıntılı teknik çözümlerle hedeflenen özelleştirilmiş tasarımı gerçekleştirdi:
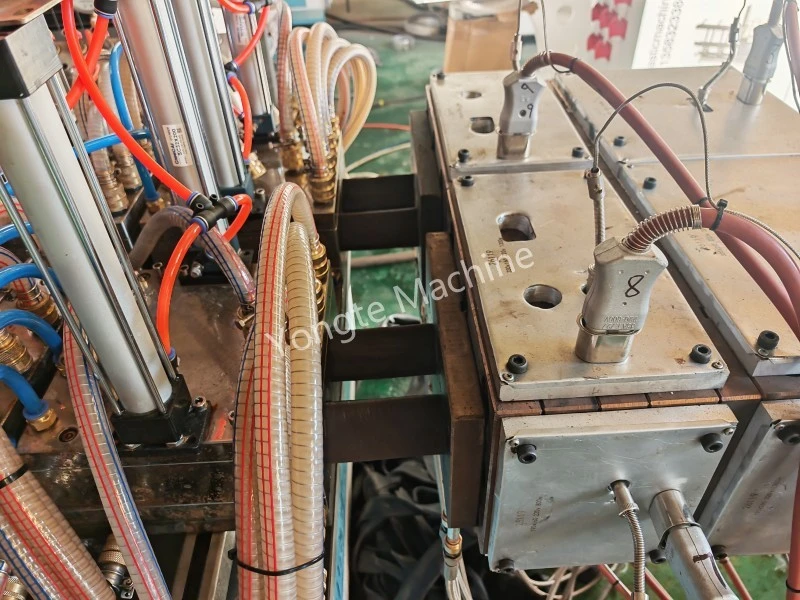
2.1 Bağımsız Sıcaklık Kontrollü Çift Kalıplı Gövde Yapısı
Orijinal entegre dört boşluklu kalıp gövdesi,çift bağımsız kalıp gövde yapısı, her kalıp gövdesi iki ekstrüzyon boşluğu ile donatılmıştır. İki takım kalıp gövdesi yapısal tasarım ve sıcaklık kontrol sistemi açısından tamamen bağımsızdır. Her kalıp gövdesi, ayrı hassas sıcaklık ayarı ve sabit sıcaklık kontrolü gerçekleştirebilen bağımsız bir ısıtma modülü ve sıcaklık kontrol ünitesi ile yapılandırılmıştır. Bu tasarım, entegre kalıp sıcaklığı sapmasının neden olduğu tutarsız eriyik akışkanlığı sorununu etkili bir şekilde çözer, kaynaktan gelen her boşluğun plastik erime durumunu stabilize eder ve farklı kalıp gövdeleri arasındaki hız farkının temel nedenini ortadan kaldırır.

2.2 Tek Kalıp Gövdesi için Bağımsız Akış Ayarlama Mekanizması
Her bağımsız kalıp gövdesi özel bir akış ayar somunu cihazı ile donatılmıştır. Aynı tek kalıp gövdesi içindeki iki boşluğun çok küçük akış farklılıkları ve montaj hatalarından kaynaklanan hız sapmaları için akış ayar somunu sayesinde on-line ince ayar yapılabilmektedir. Tek bir boşluğun eriyik besleme akışını hassas bir şekilde ayarlayarak, aynı kalıp gövdesindeki iki boşluğun ekstrüzyon hızı tamamen senkronize tutulabilir, boşluk hızının mikro düzeyde kalibrasyonu gerçekleştirilebilir ve ekstrüzyon çıkışının tekdüzeliği ve aynı gruptaki her boşluğun oluşturulma hızı sağlanabilir.
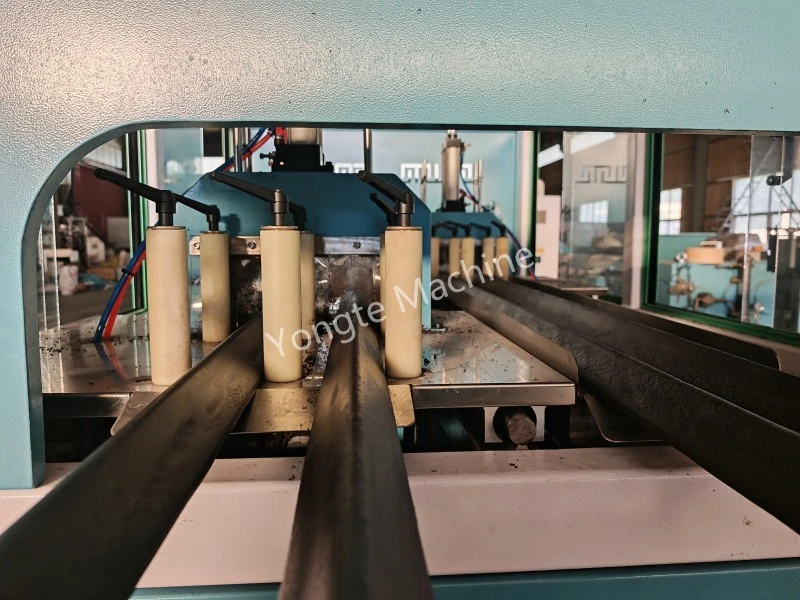
2.3 Çift Bağımsız Çekiş Hızı Kontrol Sistemi
İkili bağımsız çekiş sistemi seti, ikili kalıp gövdesine ve çift gruplu boşluk düzenine uyacak şekilde yapılandırılmıştır. Dört boşluğu aynı anda çalıştıran geleneksel tek çekiş modundan farklı olarak, iki çekiş ekipmanı seti, ayrı hız kontrol programlarıyla bağımsız olarak çalışır. Sistem, iki kalıp gövdesinin gerçek ekstrüzyon hızına göre iki grup iki boşluklu profilin çekiş hızını bağımsız olarak ayarlayabilir, ekstrüzyon hızı ve çekiş hızının dinamik eşleşmesini gerçekleştirerek, asenkron çekişin neden olduğu profil gerilmesini, büzülmesini ve boyutsal sapmayı önleyebilir ve ayrıca dört boşluğun genel hız tutarlılığını sağlayabilir.

2.4 Bağımsız Sabit Boy Kesme Sistemi
İkili grup ekstrüzyon ve çekiş yapısına uygun olarak, ayrı sabit uzunlukta kesme işlemi için iki set bağımsız kesme sistemi donatılmıştır. Her kesme sistemi, ilgili profil grubunun çalışma hızını ve ilerleme strokunu bağımsız olarak izler ve eşleştirir. Bağımsız kesme kontrol modu, hafif hız farkları olan profillerin birleşik kesiminin neden olduğu kesme hatasını ve uzunluk tutarsızlığını ortadan kaldırır, her boşluk profilinin sabit uzunlukta kesme doğruluğunu sağlar ve ürün kalifikasyon oranını artırır.
2.5 Otomatik Taşıma ve İstifleme Sisteminin Eşleştirilmesi
İkili kesme sistemleriyle tam olarak eşleşen iki set bağımsız taşıma ve istifleme rafı yapılandırılmıştır. Kesim ekipmanı tarafından sabit uzunlukta kesim tamamlandıktan sonra taşıma ve istifleme ekipmanı, ilgili profil grubunun malzeme alma, taşıma ve istifleme işini otomatik olarak tamamlar. Taşıma sisteminin senkronize ve bağımsız çalışması, farklı boşluk profillerinin asenkron hızlarından kaynaklanan malzeme birikimini, ekstrüzyonu ve taşıma karışıklığını önler, tüm üretim hattının sorunsuz ve sürekli çalışmasını sağlar, otomatik ve düzenli üretim gerçekleştirir.

3. Teknik Avantajlar ve Üretim Etkileri
Yukarıdaki sistematik özelleştirilmiş tasarım sayesinde, plastik profil üretiminde tutarsız dört boşluklu ekstrüzyon hızı sorunu tamamen çözülmüştür. Çift kalıptan bağımsız sıcaklık kontrolü + tek grup akış ince ayarı + çift bağımsız çekiş ve kesme sistemi, tam bağlantılı bir hız kalibrasyonu ve senkron kontrol sistemi oluşturur. Planın aşağıdaki önemli avantajları vardır: birincisi, eriyik akışı ve sıcaklığının kaynak kontrolünü gerçekleştirir ve ekstrüzyonun başlangıçtaki hız farkını ortadan kaldırır; ikincisi, dört boşluğun uzun süreli senkron çalışmasını sağlamak için üretim sürecinde hızın dinamik ince ayarını gerçekleştirir; üçüncüsü, eşleşen otomatik yardımcı sistem, bitmiş ürünlerin üretim istikrarını ve tutarlılığını artırır.
Yerinde üretim doğrulamasının ardından bu optimize edilmiş tasarım, dört boşluklu profillerin boyut toleransını ve şekillendirme kusur oranını etkili bir şekilde azaltır, ekstrüzyon hattının genel üretim stabilitesini ve üretim verimliliğini artırır ve çeşitli plastik profillerin uzun vadeli ve yüksek hacimli standart üretimi için uygundur.

Alakalı haberler
- Başarılı Devreye Alma Sonrası 4 Gözlü Plastik Profil Üretim Hattının Ürdün'e Teslimatı
- Ahşap-Plastik Kompozit Kapı Yüzeylerinde Sararma, Çizgilenme ve Gevreklik Çatlamalarına Profesyonel Çözümler
- 4 Gözlü Geri Dönüşümlü Plastik Profil Ekstrüzyon Makinesi 8 metre / dakika yüksek hıza ulaşın
- WPC Ekstruder Üretim Sorunlarına Çözüm
- Yongte WPC makinesinde hangi malzeme kullanılabilir?
- Atık Tekstil Geri Dönüşüm Üretim Hattı Başarıyla Test Edildi
bana mesaj bırak











