

İç Mekan WPC ve Dış Mekan WPC Karşılaştırması
Dış Mekan ve İç Mekan Ahşap-Plastik Kompozitler: Hammaddeler, Üretim Süreçleri ve Ekipmanlardaki Farklılıkların Karşılaştırılması
Dış mekan ahşap-plastik kompozitleri (WPC'ler), hava koşullarına dayanıklılık, UV direnci ve neme karşı koruma açısından daha katı standartlar gerektirir; sonuç olarak, ham madde formülasyonları tipik olarak daha yüksek konsantrasyonlarda stabilizatörler, yaşlanma karşıtı maddeler ve küflenmeye karşı dirençli katkı maddeleri içerir. Buna karşılık, iç mekan WPC'leri yüzey inceliğine, işlem akışkanlığına ve çevresel uyumluluğa öncelik verir; dekoratif çekiciliği ve kalıplama hassasiyetini artırmak için genellikle PVC alt tabakalar kullanır.
Güneş ışığına ve yağmura uzun süre maruz kalma nedeniyle, dış mekan WPC'leri, ekstrüzyon stabilitesini iyileştirmek için yüksek erime indeksli HDPE'nin yanı sıra formülasyonlarında karbon siyahı veya titanyum dioksit gibi UV engelleyicilere ihtiyaç duyar. Karşılaştırma yapıldığında, iç mekan WPC'leri genellikle malzeme maliyetlerini düşürürken sertliği koruyan kalsiyum karbonat dolgu sistemlerini kullanır. Ahşap benzeri ve taş benzeri efektler gibi çeşitli yüzey kaplamaları, hassas taşlama ve yüzey kabartma işlemleriyle elde edilir.
Ekipman konfigürasyonu açısından, dış mekan WPC üretim hatları tipik olarak yüksek karışımlı, yüksek plastikleştirici ekstrüzyon sistemleriyle birlikte birleştirme ve granülasyon ekipmanlarını entegre eder. Bunlar, yüksek dolgulu formülasyonlarla ilişkili işleme zorluklarını ele alır ve yüksek sıcaklık ve yüksek nem koşulları altında boyutsal stabilite sağlar. Öte yandan iç mekan WPC üretimi, görünüm tutarlılığını ve dokunsal performansı artırmak için ağırlıklı olarak hassas kalıplara ve film kaplama ekipmanına güvenerek yüzey kalitesini ve detay üretimini vurguluyor.
Ayrıca, dış mekan WPC'leri, vida konfigürasyonlarından daha yüksek karıştırma verimliliği talep eder ve bu da katkı maddelerinin tam olarak dağılmasını gerektirir. Bunun aksine, iç mekan WPC'leri, yüzey akış izlerini veya renk değişimlerini önlemek için düzgün eriyik akışına daha fazla önem verir.
I. Çekirdek Hammaddelerdeki Farklılıklar
1. İç mekan ahşap-plastik kompozit (ev dekorasyonu: duvar panelleri, süpürgelikler, iç mekan döşemeleri, kapı çerçeveleri)
Substrat: Öncelikle PVC
· Ana maddeler: PVC reçine tozu + kalsiyum tozu + ahşap tozu + kimyasal katkı maddeleri
· Odun unu: 80–120 mesh sıradan kavak odunu/karışık odun unu
· Dolgu: Çok yüksek oranda ağır kalsiyum tozu (maliyetleri azaltmak için)
· Yardımcı maddeler: sıradan stabilizatör, sıradan yağlayıcı ve az miktarda köpük oluşturucu madde
· Hava koşullarına dayanıklı formülasyon yok, UV direnci yok, yaşlanma karşıtı özellik yok
· Özellikleri: Düşük yoğunluk, köpürme kabiliyeti, düşük maliyet, güneş ışığına ve yağmura karşı hassas, solmaya ve kırılganlığa eğilimli.



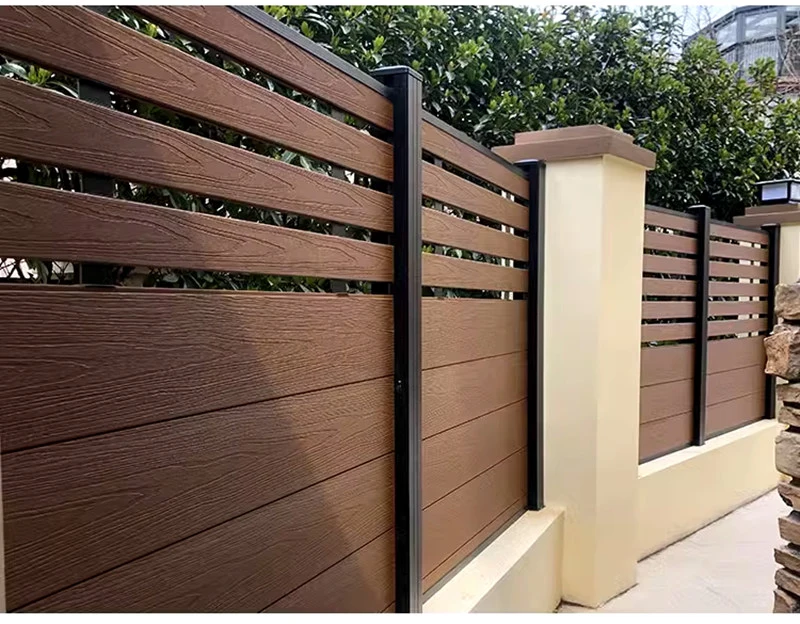
2. Dış mekan ahşap-plastik kompozit malzemeler (tahta kaldırımlar, avlu döşemeleri, korkuluklar, pavyonlar, dış duvar panelleri)
Substrat: PP/PE geri dönüştürülmüş malzeme
· Ana içerikler: Geri dönüştürülmüş + Birinci sınıf odun unu +Kimyasal katkı maddeleri
· Ahşap tozu: 60-100 mesh ahşap tozu (nem içeriği <%3)
· Dolgu: Minimum miktarda kalsiyum tozu kullanın ve fonksiyonel dolgu maddelerine öncelik verin.
· Temel temel katkı maddeleri:
1. Ultraviyole Emici UV
2. Antioksidan (yüksek ve düşük sıcaklıklarda yaşlanmaya karşı dayanıklı)
3. Kuplaj ajanı
4. Yağlayıcı
· Özellikler: Yüksek yoğunluklu, ağırlıklı olarak katı, güneş ışığına ve yağmura dayanıklı, donmaya dayanıklı ve uzun hizmet ömrü



II. Üretim Süreçlerindeki Farklılıklar
İç mekan PVC ve ahşap-plastik kompozit malzemeler için komple proses
1. Hammadde bileşenleri (PVC + kalsiyum tozu + ahşap tozu + köpük maddesi + stabilizatör)
2. Yüksek sıcaklıkta sıcak karıştırma → Soğuk karıştırma
3. Konik çift ekstruder ekstrüzyonu
4. Kalıp oluşturma + Vakum ayarı
5. Çekiş → Kesme → İstifleme
6. Sonraki aşamalar: Film kaplama, transfer baskı, yüzey uygulaması. Özellikler: Şekillendirme yeteneği, yüksek hız, düşük enerji tüketimi, çok yönlü ekipman – PVC profil hattı.
Dış Mekan PE ve Ahşap-Plastik Malzemeler için Komple Proses
1. Hammadde ön işlemi: Ahşap tozunun iyice kurutulması (çok önemlidir)
2. Oran: HDPE + kurutulmuş odun tozu + komple hava koşullarına dayanıklı katkı maddeleri seti
3. Karışım eşit şekilde harmanlanır.
4. Paralel çift vidalı granülasyona öncelik (iki aşamalı yöntem en kararlı olanıdır)
5. Ekstrüzyon kalıplama için ahşap-plastik özel ekstruder
6. Yüksek akışlı su soğutma ayarı (daha hızlı soğutma ve deformasyonun önlenmesi)
7. Çekişe dayalı sabit uzunlukta kesme
8. İsteğe bağlı: Çevrimiçi kabartma, tel çekme ve kanal açma. Özellikler: Odun tozunun kurutulmasını, ek granülasyon adımlarını ve daha sıkı işleme prosedürlerini gerektirir.
III. Kısa Karşılaştırma Tablosu
|
proje |
Şirket içi PVC ahşap-plastik kompozit |
Dış mekan PE ahşap-plastik kompozit |
|
Ana reçine |
PVC reçine |
Geri dönüştürülmüş PE/PP |
|
Odun unu İçeriği |
%10-40 |
%60-70 |
|
Hava Şartlandırma Maddesi |
Gerekli değil |
Anti UV ajanı, antioksidan |
|
yapı |
Çok hücreli köpüklü |
Köpürmeden yüksek yoğunluklu |
|
Yoğunluk |
0,5-1,0 gram/cm3 |
1,1-1,3 gram/cm3 |
|
hizmet ortamı |
Kapalı, kuru ve gölge bir yerde saklayın. |
Açık havaya maruz kalma, güneş ışığına ve yağmura maruz kalma |
|
üretim mühendisliği |
Tek adımlı doğrudan ekstrüzyon yöntemi baskındır. |
İşlem öncelikle iki aşamalı granülasyonu ve ardından ekstrüzyonu içerir. |
|
teçhizat |
Standart PVC konik çift vidalı ekstrüzyon hattı |
Granülasyon için özel Paralel çift vidalı ekstruder ve yüksek karışım ve plastikleştirme konik çift vidalı ekstrüzyon hattı |
|
Yaşam süresi |
3-8 yıl |
5-15 yıl |
Bu ayrımlar, dış mekan ve iç mekan WPC'leri arasındaki (hammadde seçimi, formülasyon tasarımı ve ekipman uyumluluğu açısından) farklılıkların, temel olarak ilgili uygulama ortamlarının gerektirdiği farklı performans gereksinimlerinden kaynaklandığının altını çizmektedir. Dış mekan uygulamaları, malzeme sistemlerini gelişmiş stabiliteye doğru yönlendirerek uzun vadeli dayanıklılığı ve çevreye uyum sağlamayı vurgular; İç mekan uygulamaları estetik çekiciliğe ve süreç kontrol edilebilirliğine öncelik vererek daha rafine ve çok yönlü üretim tekniklerini teşvik eder. Bu farklılaşma yalnızca ham maddelerin türlerine ve oranlarına yansımakla kalmıyor, aynı zamanda üretim hattı konfigürasyonunun genel mantığını ve kritik bileşenlerin seçimini de derinden şekillendiriyor.
Alakalı haberler
- Yongte, Hintli Müşteri için Katı Köpük WPC Kapı Çerçevesi Ekstrüzyon Hattını Tamamladı
- Yongte plastik kereste makinesi farklı şekil ve boyutlarda plastik kereste üretebilir mi?
- WPC kapısı Ekstrüzyon Hattı Referans parametreleri
- WPC Kapıların Ekstrüzyon İşlemi Sırasında Malzeme Kavurma Sorunu Nasıl Çözülür?
- Hintli Müşteri için Kauçuk Sızıntı Borusu Üretim Hattının kabul denemesi
- Yongte, Afrikalı Müşteriye Yönelik Özel Plastik Geri Dönüşüm Çift Vidalı Ekstruderin Fabrika Kabul Testini Tamamladı
bana mesaj bırak











